- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Pokrok 200mm epitaxní technologie SiC v Itálii LPE
2024-08-06
Úvod
SiC je lepší než Si v mnoha aplikacích díky svým vynikajícím elektronickým vlastnostem, jako je vysoká teplotní stabilita, široký bandgap, vysoká intenzita elektrického pole a vysoká tepelná vodivost. V současnosti se dostupnost trakčních systémů elektrických vozidel výrazně zlepšuje díky vyšším spínacím rychlostem, vyšším provozním teplotám a nižšímu tepelnému odporu tranzistorů s polovodičovým polem s efektem pole SiC (MOSFET). Trh s napájecími zařízeními na bázi SiC v posledních několika letech velmi rychle rostl; proto vzrostla poptávka po vysoce kvalitních, bezchybných a jednotných SiC materiálech.
Během několika posledních desetiletí byli dodavatelé substrátů 4H-SiC schopni zvětšit průměry plátků z 2 palců na 150 mm (při zachování stejné kvality krystalů). V dnešní době je velikost běžného plátku pro SiC zařízení 150 mm a za účelem snížení výrobních nákladů na jednotku zařízení jsou někteří výrobci zařízení v raných fázích zavádění 200 mm továren. K dosažení tohoto cíle je kromě potřeby komerčně dostupných 200 mm SiC waferů také vysoce žádoucí schopnost provádět rovnoměrnou SiC epitaxi. Proto po získání kvalitní 200 mm SiC substrátů bude další výzvou provedení vysoce kvalitního epitaxního růstu na těchto substrátech. Společnost LPE navrhla a postavila horizontální monokrystalický horkostěnný plně automatizovaný CVD reaktor (pojmenovaný PE1O8) vybavený vícezónovým implantačním systémem schopným zpracovat až 200 mm SiC substráty. Zde uvádíme jeho výkon na 150mm 4H-SiC epitaxi a také předběžné výsledky na 200mm epiwaferech.
Výsledky a diskuse
PE1O8 je plně automatizovaný systém kazeta-kazeta navržený pro zpracování až 200 mm SiC waferů. Formát lze přepínat mezi 150 a 200 mm, čímž se minimalizují prostoje nástroje. Snížení počtu stupňů ohřevu zvyšuje produktivitu, zatímco automatizace snižuje pracnost a zlepšuje kvalitu a opakovatelnost. Pro zajištění účinného a nákladově konkurenceschopného procesu epitaxe jsou uvedeny tři hlavní faktory: 1) rychlý proces, 2) vysoká jednotnost tloušťky a dopingu, 3) minimalizovaná tvorba defektů během procesu epitaxe. V PE1O8 umožňuje malá grafitová hmota a automatizovaný systém nakládání/vykládání dokončit standardní běh za méně než 75 minut (standardní receptura 10μm Schottkyho diody používá rychlost růstu 30μm/h). Automatizovaný systém umožňuje nakládání/vykládání při vysokých teplotách. V důsledku toho jsou doby ohřevu i chlazení krátké, přičemž je již potlačován krok pečení. Takové ideální podmínky umožňují růst skutečně nedopovaného materiálu.
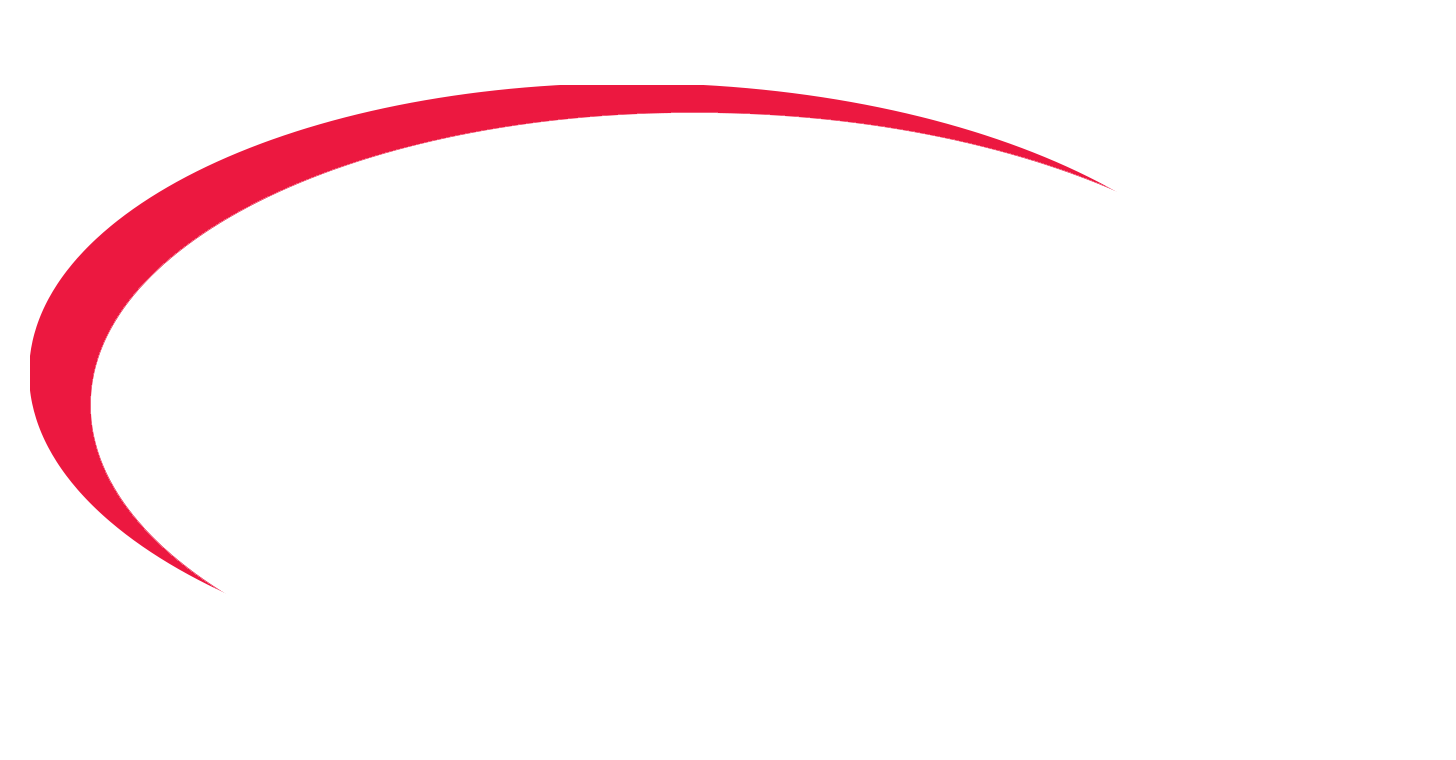
Kompaktnost zařízení a jeho tříkanálový vstřikovací systém vede k všestrannému systému s vysokým výkonem jak v dopingu, tak v rovnoměrnosti tloušťky. To bylo provedeno pomocí simulací výpočetní dynamiky tekutin (CFD), aby se zajistilo srovnatelné proudění plynu a rovnoměrnost teploty pro formáty substrátu 150 mm a 200 mm. Jak je znázorněno na obrázku 1, tento nový vstřikovací systém dodává plyn rovnoměrně do střední a boční části nanášecí komory. Systém směšování plynů umožňuje variaci lokálně distribuovaného chemického složení plynu a dále rozšiřuje počet nastavitelných parametrů procesu pro optimalizaci epitaxního růstu.
Obrázek 1 Simulovaná velikost rychlosti plynu (nahoře) a teploty plynu (dole) v procesní komoře PE1O8 v rovině umístěné 10 mm nad substrátem.
Mezi další funkce patří vylepšený systém rotace plynu, který využívá zpětnovazební řídicí algoritmus k vyhlazení výkonu a přímému měření rychlosti rotace, a nová generace PID pro regulaci teploty. Parametry procesu epitaxe. V prototypové komoře byl vyvinut proces epitaxního růstu 4H-SiC typu n. Trichlorsilan a ethylen byly použity jako prekurzory pro atomy křemíku a uhlíku; H2 byl použit jako nosný plyn a dusík byl použit pro doping typu n. Komerční 150mm SiC substráty potažené Si a 200mm SiC substráty výzkumné kvality byly použity k růstu 6,5μm silných 1×1016cm-3 n-dopovaných 4H-SiC epivrstev. Povrch substrátu byl leptán in situ pomocí proudu H2 při zvýšené teplotě. Po tomto kroku leptání se nechala narůst n-typová vrstva pufru za použití nízké rychlosti růstu a nízkého poměru C/Si, aby se připravila vyhlazovací vrstva. Na tuto vrstvu pufru byla nanesena aktivní vrstva s vysokou rychlostí růstu (30 μm/h) s použitím vyššího poměru C/Si. Vyvinutý proces byl poté přenesen do reaktoru PE1O8 instalovaného ve švédském zařízení ST. Podobné parametry procesu a distribuce plynu byly použity pro vzorky 150 mm a 200 mm. Jemné doladění růstových parametrů bylo odloženo do budoucích studií kvůli omezenému počtu dostupných 200 mm substrátů.
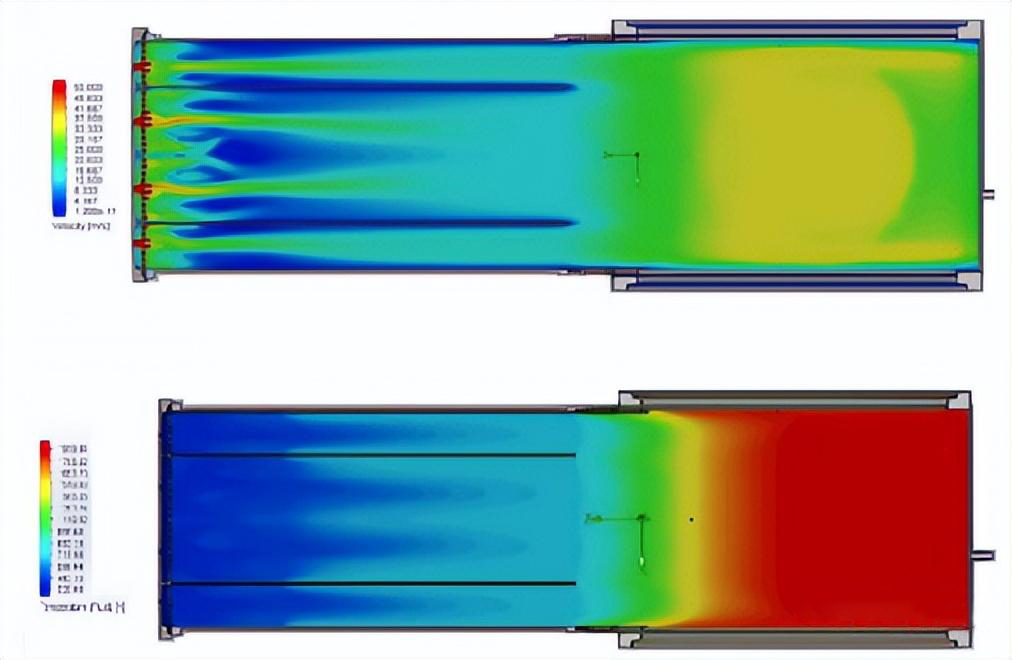
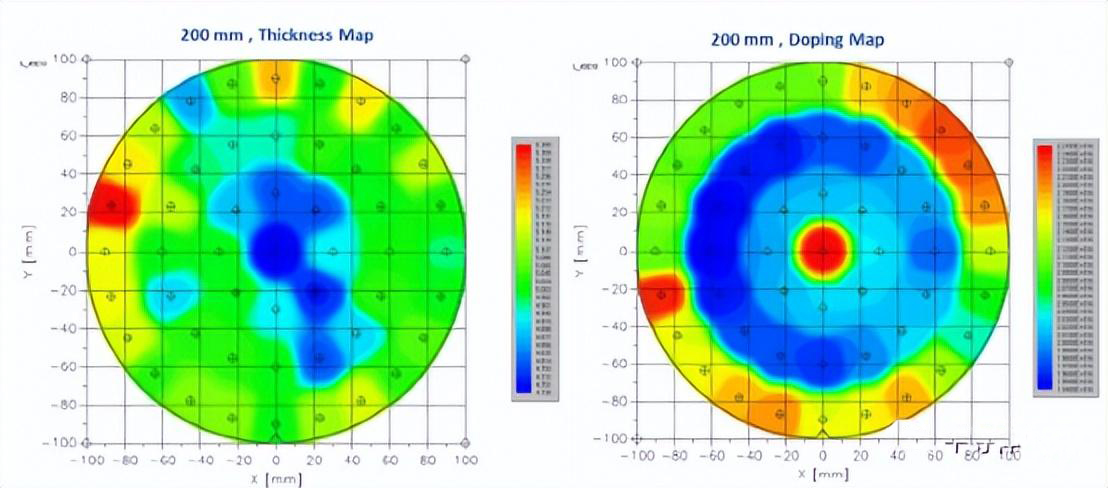
Zdánlivá tloušťka a dopingový výkon vzorků byly hodnoceny pomocí FTIR a CV rtuťové sondy. Morfologie povrchu byla zkoumána pomocí Nomarského diferenciální interferenční kontrastní mikroskopie (NDIC) a hustota defektů epivrstev byla měřena pomocí Candela. Předběžné výsledky. Předběžné výsledky dotování a stejnoměrnosti tloušťky 150 mm a 200 mm epitaxně narostlých vzorků zpracovaných v prototypové komoře jsou znázorněny na obrázku 2. Epivrstvy rostly rovnoměrně podél povrchu 150 mm a 200 mm substrátů s variacemi tloušťky (σ/průměr ) pouze 0,4 %, respektive 1,4 %, a dopingové variace (σ-průměr) až 1,1 % a 5,6 %. Hodnoty vnitřního dopingu byly přibližně 1×1014 cm-3.
Obrázek 2 Profily tloušťky a dotování epiwaferů 200 mm a 150 mm.
Opakovatelnost procesu byla zkoumána porovnáním kolísání mezi jednotlivými cykly, což vedlo k odchylkám tloušťky pouhých 0,7 % a dopingovým odchylkám pouze 3,1 %. Jak je znázorněno na obrázku 3, nové výsledky procesu 200 mm jsou srovnatelné s výsledky nejnovějšího stavu techniky dříve získanými na 150 mm reaktorem PE1O6.
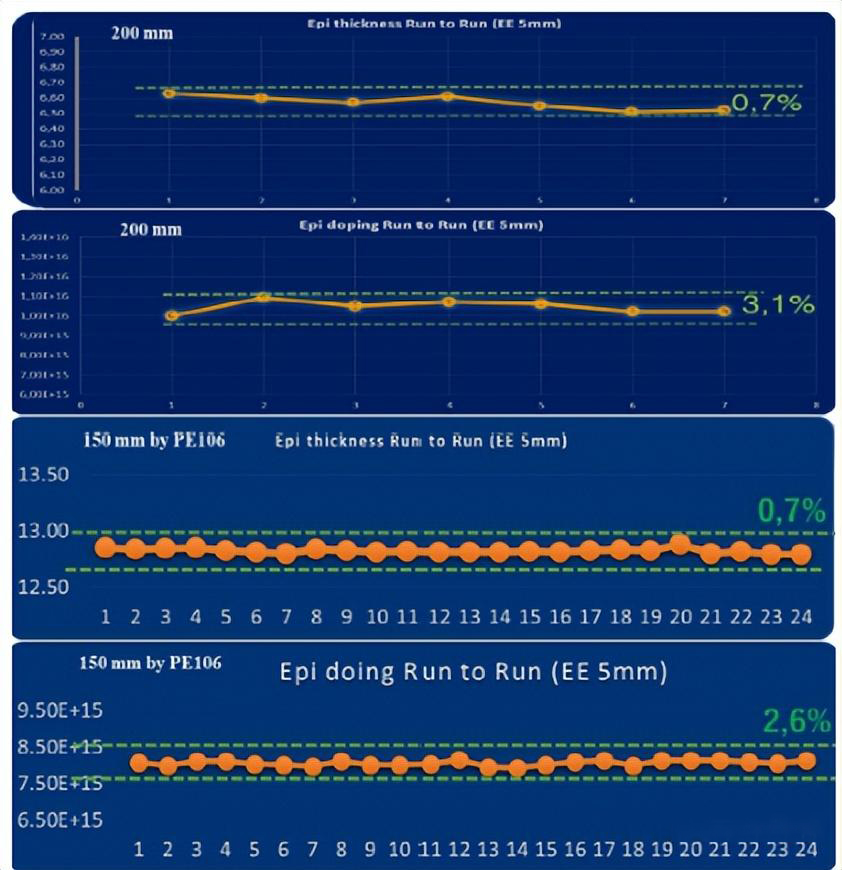
Obrázek 3 Tloušťka vrstvy po vrstvě a rovnoměrnost dotování 200 mm vzorku zpracovaného prototypovou komorou (nahoře) a nejmodernějšího 150 mm vzorku vyrobeného pomocí PE1O6 (dole).
Pokud jde o povrchovou morfologii vzorků, NDIC mikroskopie potvrdila hladký povrch s drsností pod detekovatelným rozsahem mikroskopu. Výsledky PE1O8. Proces byl poté převeden do reaktoru PE108. Tloušťka a stejnoměrnost dotování 200 mm epiwaferů jsou znázorněny na obrázku 4. Epivrstvy rostou rovnoměrně podél povrchu substrátu s tloušťkou a variacemi dotování (σ/průměr) tak nízkými, jako je 2,1 %, respektive 3,3 %.
Obrázek 4 Profil tloušťky a dotování 200mm epiwaferu v reaktoru PE1O8.
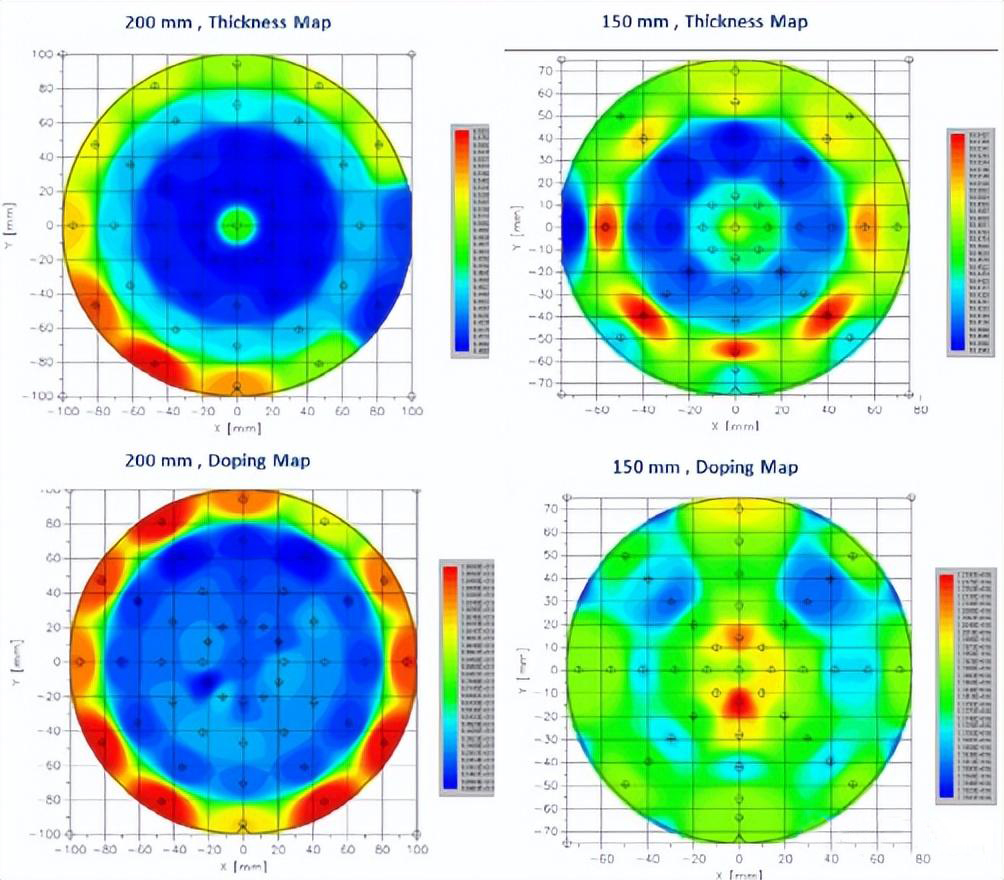
Ke zkoumání hustoty defektů epitaxně rostoucích plátků byla použita kandela. Jak je znázorněno na obrázku. Celkové hustoty defektů 5 až 1,43 cm-2 a 3,06 cm-2 byly dosaženy na vzorcích 150 mm a 200 mm, v daném pořadí. Celková dostupná plocha (TUA) po epitaxi byla proto vypočtena jako 97 % a 92 % pro vzorky 150 mm a 200 mm, v daném pořadí. Stojí za zmínku, že těchto výsledků bylo dosaženo pouze po několika cyklech a lze je dále zlepšit jemným doladěním parametrů procesu.
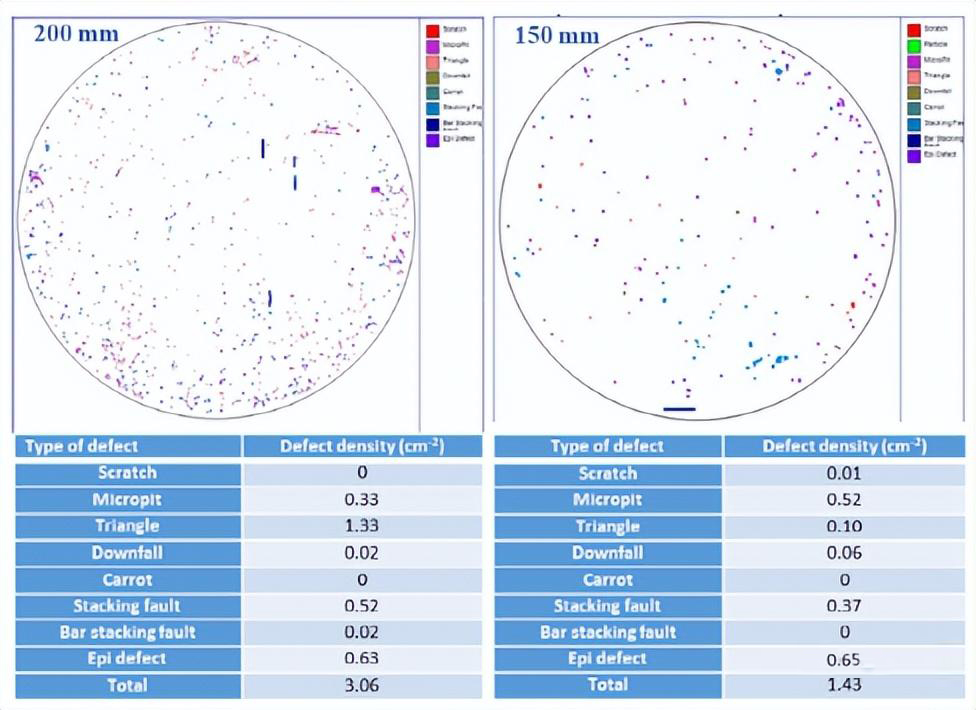
Obrázek 5 Candela mapy defektů 6μm tlustých 200mm (vlevo) a 150mm (vpravo) epiwaferů pěstovaných s PE1O8.
Závěr
Tento článek představuje nově navržený horkostěnný CVD reaktor PE1O8 a jeho schopnost provádět rovnoměrnou 4H-SiC epitaxi na 200mm substrátech. Předběžné výsledky na 200 mm jsou velmi slibné, s odchylkami tloušťky jen 2,1 % po povrchu vzorku a odchylkami dopingového výkonu tak nízkými, jako je 3,3 % po povrchu vzorku. TUA po epitaxi byla vypočtena jako 97 % a 92 % pro vzorky 150 mm a 200 mm, v daném pořadí, a předpokládá se, že TUA pro 200 mm se v budoucnu zlepší s vyšší kvalitou substrátu. Vzhledem k tomu, že zde uvedené výsledky na 200mm substrátech jsou založeny na několika sadách testů, věříme, že bude možné dále zlepšit výsledky, které se již blíží nejnovějším výsledkům na 150mm vzorcích. jemné doladění růstových parametrů.